Správy
 Domov / Správy / Správy z priemyslu / Ako správne nainštalovať sponu na hadicu z nehrdzavejúcej ocele krok za krokom?
Domov / Správy / Správy z priemyslu / Ako správne nainštalovať sponu na hadicu z nehrdzavejúcej ocele krok za krokom? Ako správne nainštalovať sponu na hadicu z nehrdzavejúcej ocele krok za krokom?
 2026.04.02
2026.04.02
 Správy z priemyslu
Správy z priemyslu
Krátka odpoveď: Ako správne nainštalovať sponu na hadicu z nehrdzavejúcej ocele
Inštalácia a hadicová svorka z nehrdzavejúcej ocele správne vychádza zo štyroch základných prvkov: umiestnite svorku 6–10 mm od konca hadice , zarovnajte puzdro skrutky smerom od prekážok, najskôr rukou utiahnite, aby sa svorka rovnomerne usadila, potom utiahnite podľa špecifikácie výrobcu – zvyčajne 2–4 Nm pre štandardné svorky so závitovkovým pohonom . Správne namontovaná svorka drží tesnenie bez úniku pod tlakom presahujúcim 300 kPa bez poškodenia hadice. Nasledujúce kroky prechádzajú každým detailom správneho procesu inštalácie, od výberu správnej svorky až po vykonanie konečnej kontroly tlaku.
Než začnete, vyberte si správnu sponu na hadicu z nehrdzavejúcej ocele
Správna inštalácia začína správnym výberom. Použitie svorky nesprávneho typu alebo veľkosti je hlavnou príčinou zlyhania inštalácie – nie techniky. Najpoužívanejšie typy v automobilovom, námornom a priemyselných aplikáciách sú:
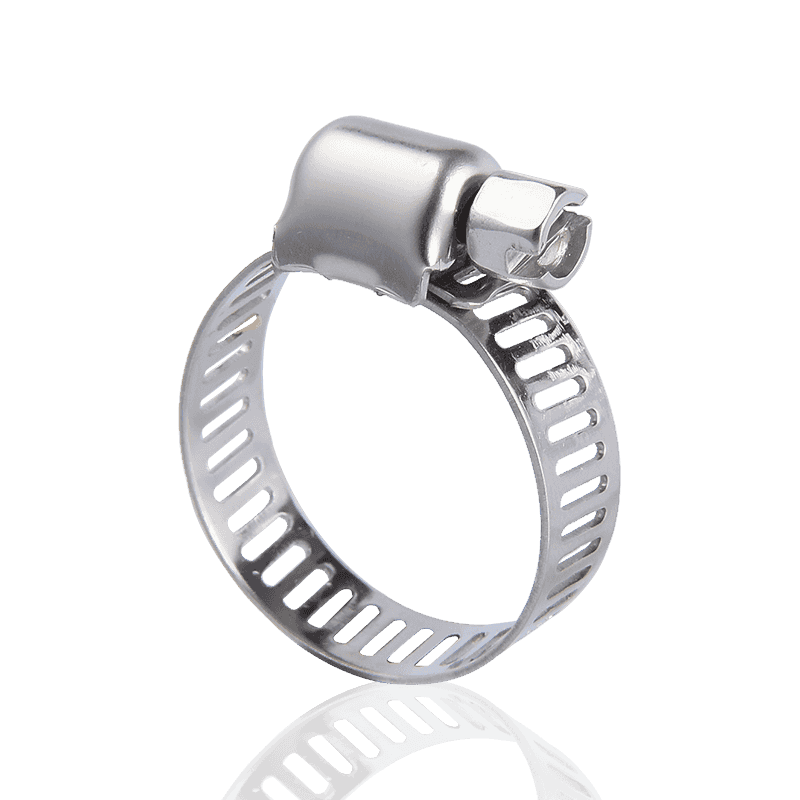
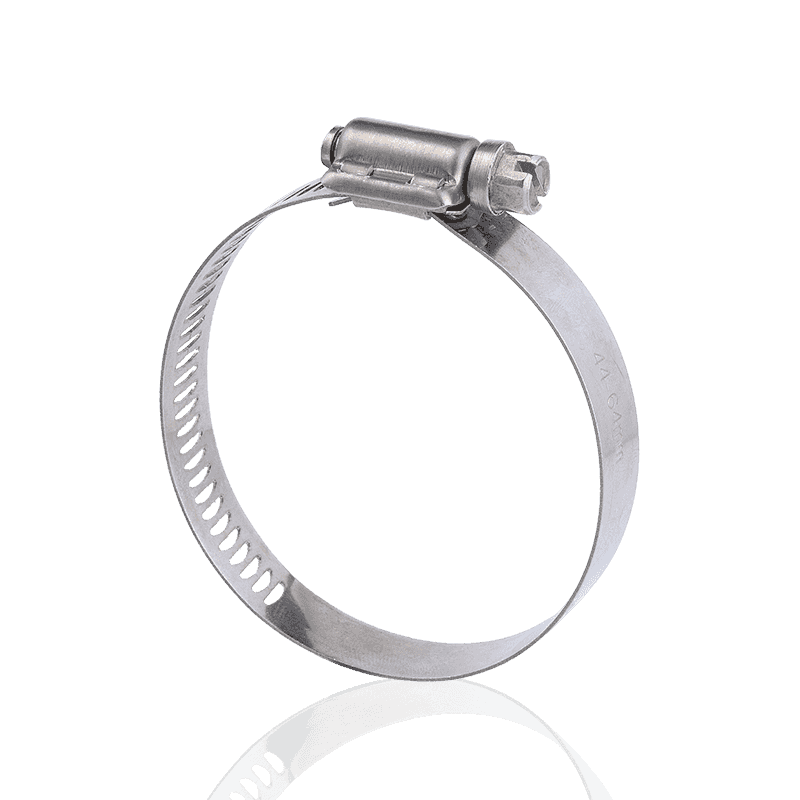
- Svorky so šnekovým pohonom (skrutkový pás). — Nastaviteľné, vhodné pre väčšinu bežných priemerov hadíc. Štandardná voľba v automobilových a zavlažovacích systémoch.
- Svorky s jedným uchom (v štýle Oetiker). — Krimpované raz a natrvalo. Používa sa v palivovom potrubí a potrubí chladiacej kvapaliny, kde je kritická odolnosť voči vibráciám.
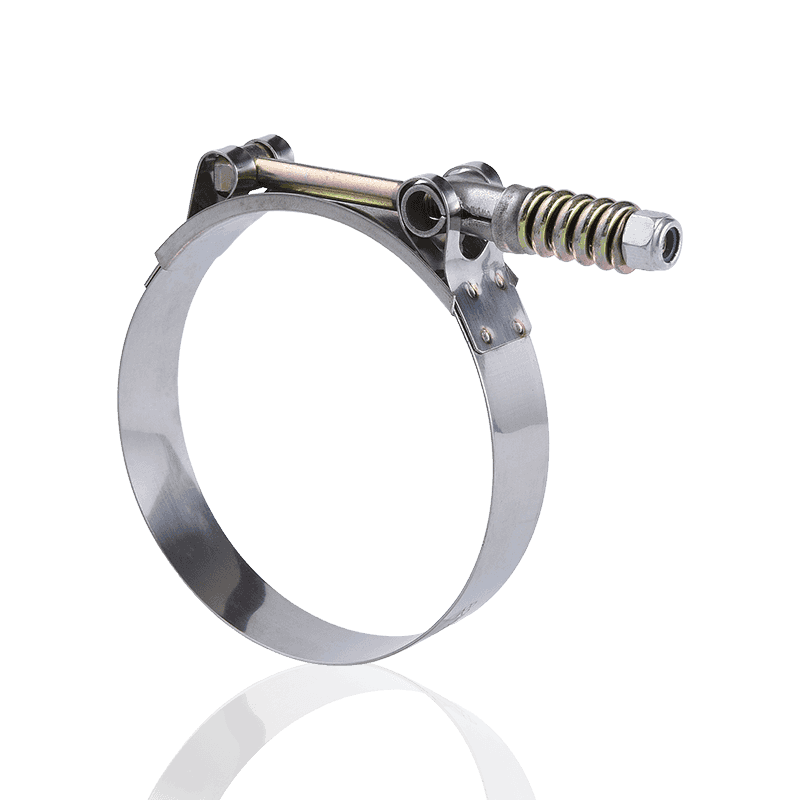
- T-skrutkové svorky — Aplikácie s vysokým krútiacim momentom a vysokým zaťažením, ako sú hadice medzichladiča turbodúchadla a zostavy priemyselných hadíc s veľkým priemerom.
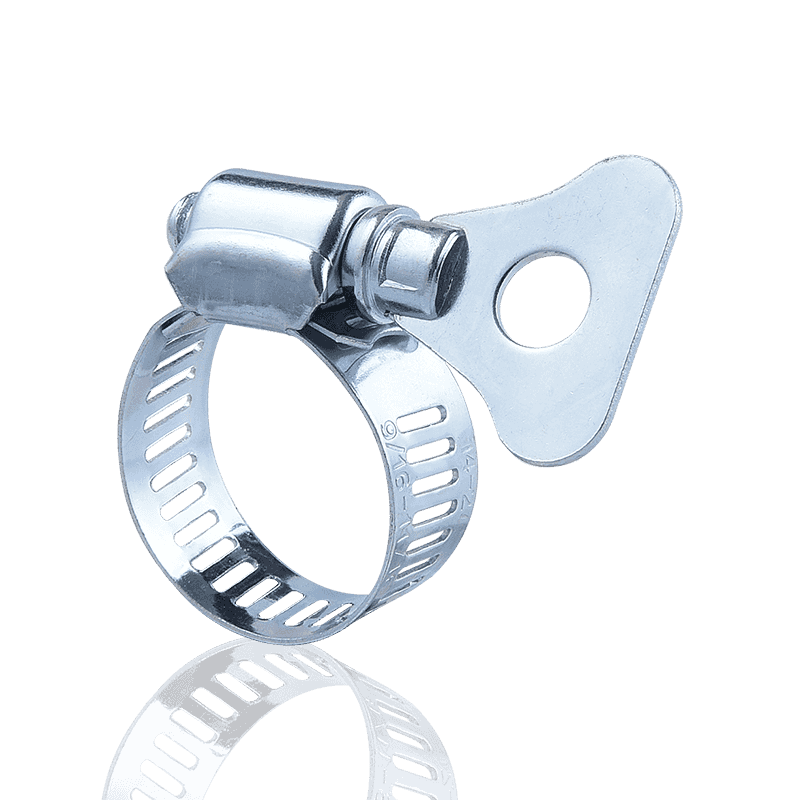
- Pružinové svorky — Konštrukcia s konštantným napätím, ktorá kompenzuje tepelnú rozťažnosť; bežné v chladiacich systémoch OEM.
Pre priemer svorky zmerajte vonkajší priemer (OD) hadice, keď je inštalovaná na armatúre — nie len OD hadice. Hadica natiahnutá cez ozubovú armatúru zväčšuje priemer. Vyberte svorku, ktorej rozsah nastavenia pokrýva tento nainštalovaný vonkajší priemer s minimálne 5 mm zostávajúceho nastavenia v oboch smeroch.
Dôležitá je aj kvalita materiálu. Nerezová oceľ 304 vyhovuje väčšine aplikácií so sladkou vodou, palivom a vzduchom. Nerezová oceľ 316 je potrebný pre morskú vodu, chemické a pobrežné prostredia, kde je problémom korózia spôsobená chloridmi. Zdroj od renomovaného Výrobca hadicových svoriek z nehrdzavejúcej ocele zaisťuje certifikované druhy materiálov a konzistentnú hrúbku pásu – zvyčajne 0,6 mm až 0,8 mm pre štandardné svorky so závitovkovým pohonom.
| Typ svorky | Typický rozsah priemeru | Maximálny tlak | Najlepšia aplikácia |
|---|---|---|---|
| Červový pohon | 8 – 200 mm | 300 – 500 kPa | Chladiaca kvapalina, zavlažovanie, palivo |
| Jednoucho | 6 – 60 mm | Až 600 kPa | Palivové vedenie, brzdový podtlak |
| T-Bolt | 40 – 160 mm | Až 1 200 kPa | Turbo hadice, priemyselné potrubia |
| Pružinová svorka | 10 – 80 mm | 200 – 400 kPa | OEM chladenie, tepelné cyklovanie |
Potrebné nástroje a príprava
Mať pripravené správne nástroje pred inštaláciou znižuje riziko chýb. Budete potrebovať:
- Plochý alebo krížový skrutkovač (pre šnekové svorky) alebo skrutkovač 7 mm / 8 mm
- Momentový skrutkovač alebo momentový kľúč — nevyhnutné na dosiahnutie konzistentného, kalibrovaného upínacieho zaťaženia
- Kliešte na svorky na uši (pre svorky s jedným uchom)
- Čistá handrička alebo utierka nepúšťajúca vlákna
- Mazivo na hadicu alebo jemná mydlová voda (na uľahčenie pretiahnutia hadice bez trhania)
- Pravítko alebo posuvné meradlo (na overenie polohy umiestnenia)
Pred inštaláciou skontrolujte armatúru (vsuvku alebo osteň), či nemá praskliny, koróziu a otrepy. Dokonca aj malé ostrapy môžu prerezať stenu hadice pod tlakom svorky. Podobne skontrolujte koniec hadice – musí byť orezaný čisto a rovno, bez rozstrapkania alebo štiepenia. 90-stupňový rez poskytuje maximálnu kontaktnú plochu pre upínací pás.
Inštalácia šnekovej spony na hadicu z nehrdzavejúcej ocele krok za krokom
Typ so šnekovým pohonom je najbežnejšou dostupnou svorkou Továreň na hadicové svorky z nehrdzavejúcej ocele . Postupujte podľa týchto krokov v poradí:
Krok 1 — Pred montážou nasuňte svorku na hadicu
Navlečte svorku na hadicu predtým zatlačením hadice na armatúru. Toto je bežná chyba – pokus o umiestnenie svorky po tom, čo je hadica už na armatúre, je obtiažna a často vedie ku krivému uchyteniu. Pred nasunutím otvorte svorku na jej maximálny priemer, pričom puzdro skrutky držte smerom von, aby ste mali ľahký prístup.
Krok 2 — Namažte a nasuňte hadicu na armatúru
Naneste tenký film lubrikantu kompatibilného s hadicami – jemným mydlovým roztokom – na vnútorný povrch hadice a osteň. Hadicu úplne zatlačte na armatúru, kým nedosadne k ramenu armatúry alebo kým nedosadne vo vnútri hadice je aspoň 25 mm armatúry pre armatúry bez ramenného dorazu. Mierne skrútenie hadice pri tlačení pomáha rovnomerne sedieť.
Krok 3 — Umiestnite svorku na správne miesto
Posuňte svorku do polohy 6–10 mm od konca hadice . Toto umiestnenie zaisťuje, že pás stlačí hadicu cez najširšiu časť nástavca, čím sa maximalizuje tesniaca sila. Ak ho umiestnite príliš blízko ku koncu hadice, riskujete, že pás pod tlakom skĺzne z hadice. Ak ho umiestnite príliš vzadu, umiestnite ho skôr na priliehajúcu stopku než na osteň, čím sa výrazne zníži priľnavosť.
Krok 4 — Orientujte puzdro skrutky
Otočte svorku tak, aby bol kryt skrutky po inštalácii prístupný – neumiestňujte ju priamo za konštrukčné komponenty, vedenie alebo iné hadice. V automobilových aplikáciách je štandardnou praxou orientovať skrutku na hornej alebo bočnej strane hadicového vedenia, aby sa uľahčil budúci servis. Skrutkové puzdro by malo nie tvárou nadol v prostrediach, kde by úlomky ciest alebo hromadiaca kvapalina mohli korodovať mechanizmus.
Krok 5 — Rukou dotiahnite, aby sedlo rovnomerne
Ručným skrutkovačom alebo skrutkovačom začnite pomaly uťahovať upínaciu skrutku. Pri uťahovaní sledujte pás – mal by sa stlačiť rovnomerne po celom obvode hadice. Ak sa hadica vydutie nerovnomerne alebo sa svorka posunie, pred pokračovaním ju uvoľnite a znovu vycentrujte. Rukou uťahujte len dovtedy, kým pás nebude priliehať k hadici bez viditeľnej medzery.
Krok 6 — Konečný krútiaci moment podľa špecifikácie
Pomocou kalibrovaného momentového skrutkovača alebo kľúča dotiahnite na určený moment:
- Štandardný šnekový pohon (šírka pásu 12–14 mm): 2,0 – 3,5 Nm
- Vysokovýkonný šnekový pohon (šírka pásu 16–20 mm): 3,5 – 5,0 Nm
- T-skrutkové svorky: 5,0 – 10 Nm v závislosti od priemeru
Nikdy príliš neuťahujte. Nadmerný krútiaci moment sa zarezáva do hadice, oslabuje pás a môže strhnúť závit skrutky – paradoxne znižuje upínaciu silu a spôsobuje presnú netesnosť, ktorej sa malo zabrániť.
Krok 7 — Opätovné dotiahnutie po prvom zahrievacom cykle
Gumové a silikónové hadice sa po prvom tepelnom cykle mierne uvoľnia v dôsledku tepelného stlačenia a tečenia materiálu. Pre akúkoľvek aplikáciu zahŕňajúcu teplo – chladiaca kvapalina motora, priľahlé výfukové hadice, para – po prvých 10–15 minútach prevádzky pri pracovnej teplote svorku znovu utiahnite . Tento jediný krok zabráni väčšine únikov po inštalácii.
Inštalácia a Single-Ear Clamp: A Different Process
Svorky s jedným uchom — bežný produkt od všetkých Čína Hadicová svorka z nehrdzavejúcej ocele dodávateľa — nie sú po inštalácii nastaviteľné a na zalisovanie vyžadujú kliešte na ušné svorky. Proces sa výrazne líši:
- Pred montážou nasaďte otvorenú svorku na hadicu.
- Hadicu úplne zatlačte na armatúru.
- Ucho svorky umiestnite priamo nad stred montážneho ostňa – zvyčajne 8–12 mm od konca hadice.
- Ucho umiestnite medzi čeľuste klieští na ušné svorky a uistite sa, že čeľuste sú úplne usadené v ušnom vybraní.
- Stlačte kliešte jediným, pevným a nepretržitým pohybom, kým ucho nie je úplne zložené.
- Skontrolujte zalisované ucho – malo by byť rovnomerne ploché bez prasklín. Rozštiepené ucho naznačuje nesprávne zarovnanie klieští a svorku je potrebné vymeniť.
Svorky s jedným uchom nie je možné opätovne použiť. Ak je potrebné svorku z akéhokoľvek dôvodu odstrániť, odrežte ju a nahraďte ju novou. Pokus o opätovné otvorenie zalisovaného ucha oslabuje kov a znižuje tesniacu silu až o 40 % .
Bežné chyby pri inštalácii a ako sa im vyhnúť
- Umiestnenie svorky príliš blízko ku špičke hadice — Kapela sa nemá čoho chytiť. Umiestnite ho 6–10 mm dozadu od odrezaného konca cez montážny osteň.
- Prílišné utiahnutie — Najčastejšia príčina poškodenia hadice. Používajte momentový nástroj, nie dohady. Ak sa materiál hadice pod pásom viditeľne deformuje, krútiaci moment je príliš vysoký.
- Inštalácia a clamp on a dirty or wet surface — Vlhkosť, olej alebo nečistoty pod remienkom bránia úplnému kontaktu. Pred montážou vyčistite a vysušte hadicu a armatúru.
- Pomocou opotrebovaného alebo poddimenzovaného skrutkovača — Poškodenie drážky skrutky vysunutím bráni správnemu použitiu krútiaceho momentu. Použite správny nástroj a udržujte ho v jednej rovine s hlavou skrutky.
- Preskočenie kroku opätovného utiahnutia — Ako bolo uvedené, je to zodpovedné za významný podiel únikov po inštalácii v tepelných aplikáciách.
Kontrola a testovanie po inštalácii
Samotná vizuálna kontrola nestačí na potvrdenie inštalácie bez úniku. Po inštalácii vykonajte nasledujúce kontroly:
- Vizuálna kontrola: Skontrolujte, či je pás plochý a rovnomerný, bez krútenia alebo vybočenia. Kryt skrutky by nemal byť naklonený na jednu stranu.
- Tlaková skúška: Pri zostavách vodných alebo hydraulických hadíc natlakujte na 1,5-násobok pracovného tlaku a podržte ho 60 sekúnd. Skontrolujte, či na okrajoch pásky svorky netečie alebo nekvapká.
- Funkčný cyklus: V prípade hadíc chladiacej kvapaliny motora nechajte motor aspoň raz zahriať na plnú prevádzkovú teplotu a vráťte ho späť do chladu. Skontrolujte netesnosti pri prevádzkovej teplote a znova po vychladnutí.
- Overenie krútiaceho momentu: Po prvom tepelnom cykle sa pokúste utiahnuť svorku o ďalších 0,25 – 0,5 Nm. Ak sa skrutka otáča, svorka sa uvoľnila a vyžaduje tento dodatočný krútiaci moment, aby sa obnovila správna upínacia sila.
Úvahy o údržbe a životnosti
Správne nainštalovaná hadicová spona z nehrdzavejúcej ocele má životnosť, ktorá často presahuje samotnú hadicu. Pravidelná kontrola je však stále dobrou praxou, najmä v náročných prostrediach. Odporúčané servisné intervaly:
- Automobilový / off-road: Kontrolujte každých 24 mesiacov alebo 40 000 km, podľa toho, čo nastane skôr. Skontrolujte koróziu pásu, vačky skrutiek a deformáciu hadice pod pásom.
- Morské/pobrežné: Kontrola každých 12 mesiacov. Dokonca aj nehrdzavejúca oceľ triedy 316 môže vyvinúť povrchovú hrdzu (špinenie od čaju) v prostredí so slanou vodou, čo je kozmetické, ale stojí za to sledovať.
- Priemyselné potrubie: Skontrolujte pri každej plánovanej odstávke údržby. Skontrolujte hodnoty krútiaceho momentu podľa inštalačných záznamov.
Vymeňte každú svorku, na ktorej je viditeľné prasknutie pásu, výrazná korózna jamka alebo skrutka, ktorá už neudrží krútiaci moment. Nepokúšajte sa opraviť poškodenú sponu hadice z nehrdzavejúcej ocele — náklady na výmenu sú zanedbateľné v porovnaní s nákladmi na únik spôsobený poruchou.
O spoločnosti Cixi Hengtuo Hardware Co., Ltd.
Cixi Hengtuo Hardware Co., Ltd. je profesionál Výrobca hadicových svoriek z nehrdzavejúcej ocele s viac ako 18-ročnými výrobnými skúsenosťami. Závod bol založený v roku 2005 a v súčasnosti zamestnáva takmer 100 kvalifikovaných pracovníkov a má ročnú produkciu 30 miliónov hadicových svoriek naprieč viacerými sériami a špecifikáciami.
Zariadenie sa nachádza v meste Cixi v provincii Zhejiang a má strategickú polohu v blízkosti medzinárodného lodného terminálu Beilun v meste Ningbo na východe, s pohodlným prístupom k hlavným logistickým koridorom. Ako vedúci Čína Hadicová svorka z nehrdzavejúcej ocele dodávateľ, továreň vyrába svorky v britskom štýle, v nemeckom štýle, v americkom štýle, v silnom štýle a s jedným uchom – a podporuje úplnú zákazkovú výrobu, aby spĺňala špecifické rozmerové a materiálové požiadavky.
Všetky produkty sú navrhnuté pre vysoká pevnosť v ťahu, odolnosť voči vysokému tlaku a odolnosť proti korózii a sú široko používané v automobilových, námorných, poľnohospodárskych a stavebných aplikáciách – vrátane rozhraní hadíc na naftu, plyn a kvapaliny na motoroch, traktoroch, lodiach, zavlažovacích systémoch postrekovačov a odvodňovaní budov. Vďaka pokročilému výrobnému zariadeniu, prísnej kontrole kvality a komplexnému modelu služieb od vývoja až po dodanie si Cixi Hengtuo vybudovalo spoľahlivú reputáciu na domácom aj medzinárodnom trhu. Ako oddaný Továreň na hadicové svorky z nehrdzavejúcej ocele , záväzok je jasný: zabezpečenie kvality, konzistentné dodávky a neustále zlepšovanie pre každého zákazníka.
Často kladené otázky
Q1: Aká tesná by mala byť svorka hadice z nehrdzavejúcej ocele?
Pre štandardné svorky so závitovkovým pohonom je správny krútiaci moment 2,0 – 3,5 Nm pre šírku pásu 12–14 mm. Hadica by mala byť pevná a mala by vykazovať mierne stlačenie pod pásom – ale nedeformovať sa, vyduť alebo vykazovať zárezy na povrchu.
Q2: Môže sa hadicová svorka z nehrdzavejúcej ocele po odstránení znova použiť?
Svorky so závitovkovým pohonom je možné vo všeobecnosti znova použiť, ak je páska nepoškodená a skrutka drží správne krútiaci moment. Jednouché (krimpovacie) svorky musia byť po odstránení vždy vymenené – nie je možné ich bezpečne znovu zalisovať.
Q3: Aký je rozdiel medzi hadicovými svorkami z nehrdzavejúcej ocele 304 a 316?
Nerezová oceľ 304 suits most general-purpose applications. 316 stainless steel adds molybdenum, giving it significantly better resistance to chloride corrosion — making it the correct choice for marine, coastal, and chemical environments.
Otázka 4: Prečo moja hadicová svorka uniká aj po utiahnutí?
Najčastejšími príčinami sú: nesprávne umiestnenie svorky (nie nad hrotom spojky), znečistenie povrchu hadice alebo spojky, svorka, ktorá je príliš veľká pre priemer hadice, alebo uvoľnenie hadice po tepelnom cykle vyžadujúcom opätovné utiahnutie. Pred výmenou svorky skontrolujte každý faktor.
Q5: Ako si vyberiem správny priemer svorky?
Odmerajte vonkajší priemer hadice po jej nasunutí na armatúru – nie vonkajší priemer hadice. Vyberte si svorku, ktorej rozsah nastavenia pokrýva tento inštalovaný priemer s minimálne 5 mm zostávajúceho nastavenia na strane utiahnutia aj uvoľnenia.
Q6: Môžu sa hadicové svorky z nehrdzavejúcej ocele použiť na vysokoteplotné silikónové hadice?
Áno – spony z nehrdzavejúcej ocele sú vhodné pre silikónové hadice vo vysokoteplotných aplikáciách. Ak pracujete pri teplotách nad 150 °C, použite svorkový materiál triedy H alebo SH a po prvom zahrievacom cykle vždy znova utiahnite krútiaci moment, pretože silikón vykazuje väčšiu tepelnú relaxáciu ako guma.








Spoločnosť sa snaží o dokonalosť v každom aspekte výroby, predaja a po predaji, pričom zabezpečenie spokojnosti zákazníkov je nemenným účelom podniku!
Rýchle odkazy
Odkazy na produkty
Kontaktujte nás
-
Address:222 Zhouhu Road, Zhouxiang Town, Cixi City, Zhejiang Province, Čína
-
Phone: +86-13736108443
-
Tel: +86-574-63441573
-
Fax: +86-574-63452355
-
E-mail:
autorské práva? Cixi Hengtuo Hardware Co., Ltd. Práva vyhradené. Veľkoobchodný výrobca hadicových svoriek Čínska továreň na hadicové svorky
